
 Gas treatment plant in GCC region.
Gas treatment plant in GCC region.
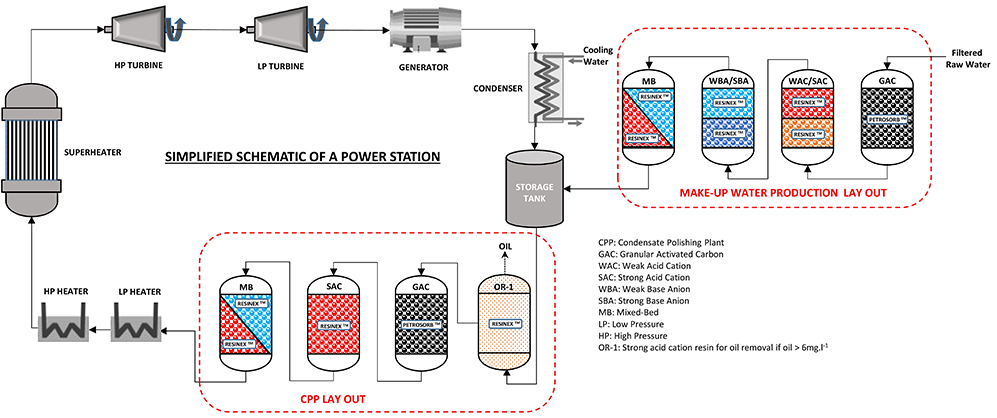
Within the petrochemicals and power generation industries, it is common practice to recycle condensed steam for use as boiler feed water. Such processes improve plant economics offering a ready source of already heated water (often higher than 80° C), which does not typically require further demineralisation by ion exchange. An additional advantage to this recycling of the condensate is that it avoids environmental issues associated with the disposal of contaminated water. However, when recycled condensates are to be used as boiler feed water for medium or high pressure boilers for process or power generation applications, a downstream ion exchange unit must be installed in order to prevent trace quantities of minerals leached from the activated carbon, thus reducing the efficiency of boilers and turbines.
Operating Conditions
Condensate typically contains less than 5 mg/L of hydrocarbons. At these concentrations, activated carbon is an extremely efficient adsorption medium for such entrained hydrocarbons and is widely used to treat condensate achieving very high removal efficiencies— frequently greater than 95 percent removal. At concentrations greater than approximately 6 mg/L, carbon retains its effectiveness but additional process equipment may be required (coalescers or pre-filter beds), to prevent premature fouling of the carbon adsorbent by oil droplets
Background Information:
- Dec 2015, Jacobi was contacted to supply activated carbon to a gas refinery with garantie of silica leaching less than 20ppb , the plant run tests with various supplier and no one could reach the extremely low level of silica requested . Since that time the plant run without hydrocarbon removal stage .
- In 2017 Jacobi carbon issue a new version of PetroSorb HS-D with unseen silica release level
- Decision was taken to conduct an industrial test
Case Example : Condensate plant of 100 m3/h with 750 litres of SAC and 500 litres of SBA.
-
- Regeneration SAC with HCl 150 g/Lr = 115 kg (cost 45 USD)
- Regeneration SBA with NaOH 120 g/Lr = 60 kg (cost 35 USD)
- Total cost per regeneration: 80 USD
- Considering Si at 500 ppb, cycle is 38h (= 3800 m3 )
- Cost per hour: 2,1 USD, Cost per day: 50 USD
- Considering Si at 10 ppb, cycle is 176 h (= 17600 m3)
- Cost per hour: 0,45 USD, Cost per day: 11 USD
So using PetroSorb HS-D =
-
- Saving of 39 USD / per day of regenerant (without water !)
- extra cost of the low Si leach activated carbon : 8 USD per day
- so montly saving estimated to +/- 930 USD + 35 USD (35 m3) of water + once every 2 years : 24 hours of production
- Cost saving : approx 1000 USD/month $$$
Value Generated for the end-user:
- No increase of Si in the condensate loop which is critical since they had no IER.
- Now their condensate water is protected of hydrocarbon.
- For general users with IER Down time is reduce by 50% (one day only for change over and commissioning)
- IER regeneration frequency will be reduced
- e plant will now reduce unit-down time by 8 days in 5 years in each unit.
Download a full Technical Information Sheet (TIS) on our PetroSorb